臭氧高级催化氧化处理聚氨酯废水的效果研究(二)
3 系统主要构筑物及处理效果
3.1 预处理系统
(1)废水收集池。1 座,钢砼防腐结构,容积77 m3。配套2 台提升泵(1 用1 备),型号IHF50-32-200,Q=6.3 m3/h,H=12 m,N=1.1 kW;1 台引水筒,尺寸D×H=500 mm×1 000 mm。
(2)甲聚糖反应罐。2 座(1 用1 备),尺寸D×H=1 800 mm×2 700 mm,其中n(CaO)∶n(甲醛)=1∶1,过量投加。因反应需要在曝气状态下进行,且会生成大量沉淀,故配备曝气设备与排泥装置。排泥泵2 座(1用1 备),型号G25-1,Q=2 m3/h,H=60 m,N=1.5 kW。
废水预处理效果如表2 所示
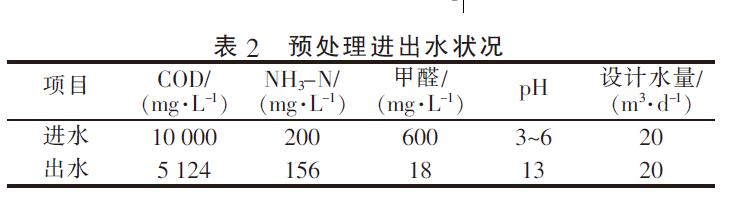
结果表明, 石灰法对生产废水中的甲醛具有较好的去除效果, 甲醛去除率达到97%, COD 去除率达到48.8%。废水中的甲醛反应后生成多糖,一部分与氢氧化钙络合,一部分进入废水中。产生的化学污泥进入污泥浓缩池进行后续处理。此外,石灰的加入还起到了调节废水pH 的作用, 废水原水pH 为酸性,出水pH 升至13,该废水与其他废水混合后不需要调节pH,可直接进行后续的生化处理。
3.2 生化处理
(1)调节池。该调节池是在现有基础上改造而成,有效容积98 m3,停留时间23 h。配有2 台提升泵(1用1 备),型号IHF50-32-200,Q=6.3 m3/h,H=12 m,N=1.1kW。配有1 台引水筒,D×H=500mm×1 000mm,同时还配有1 台流量计和2 台pH 计。
(2)厌氧池。碳钢防腐结构,2 座(1 用1 备),容积100 m3,停留时间12 h,设计规模100 m3/d。配有流量计1 台。废水进入厌氧池后通过布水管路与厌氧污泥均匀接触,在产甲烷菌的作用下,难生物降解的有机物被降解。厌氧反应不但可明显降低废水中的COD,还可以提高废水的可生化性。
(3)好氧池。碳钢防腐结构,2 座(1 用1 备),容积100 m3,停留时间24 h,设计规模100 m3/d。配备混合液回流泵2 台(1 用1 备),型号WL2120-240,Q=10 m3/h,H=8 m,N=0.8 kW;流量计1 台;300 个曝气器,设计参数为D 215 mm。好氧反应可明显降低废水的COD。
(4)混凝沉淀池。碳钢防腐结构,2 座(1 用1 备),尺寸4 200 mm×300 mm,水力负荷0.4 m3/(m2·h)。配套污泥泵2 台(1 用1 备),型号G25-1,Q=2 m3/h,H=60 m,N=1.5 kW。混凝沉淀池的作用是通过投加絮凝剂,去除废水中的胶体和细微悬浮物。
(5)污泥浓缩池。碳钢防腐结构,配有1 台污泥螺杆泵,型号G25-1,Q=2 m3/h,H=60 m,N=1.5 kW;1 台板框压滤机, 设计参数为20 m3;1 个污泥均质罐,碳钢防腐结构,规格为D 1.5 m×1.9 m。
(6)鼓风机房。配套罗茨风机2 台(1 用1 备),型号3L41WD,Q=10.5 m3/min, 出口P=4 mH2O,N=10.2 kW。
(7)加药间。配有1 套硫酸加药系统,1 套液碱加药系统,1 套PAC 加药系统,1 套PAM 加药系统。生化处理效果如表3 所示。
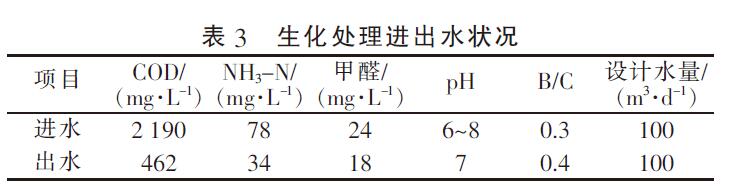
经生化处理后,废水COD 明显降低,氨氮去除率也达到了56.4%。为了保证出水水质达标,采用臭氧催化氧化工艺对生化出水进行深度处理。
3.3 深度处理系统
(1)臭氧塔。结构形式不锈钢316L,2 座(1 用1备),尺寸1.1 m×2.7 m,有效容积2.2 m3,设计水量100 m3/d,水力停留时间30 min。
臭氧催化剂为氧化铝,其与废水的体积比为1∶10。配有
臭氧发生器2 台
(1 用1 备),尺寸20 m×9.5 m,臭氧发生量10 kg/h,氧气罐2 个(外购氧气源)。臭氧在催化剂作用下形成的·OH 与有机物的反应速率更高、氧化性更强,几乎可以氧化所有的有机物,如有机酸、醛等,可以将有机物完全矿化,提高污水的COD 去除率。
(2)排放池。碳钢防腐结构,2 座(1 用1 备),容积200 m3。配有1 台不锈钢污水泵,型号50TBP20-40-7.5;1 台流量计。
深度处理效果如表4 所示。
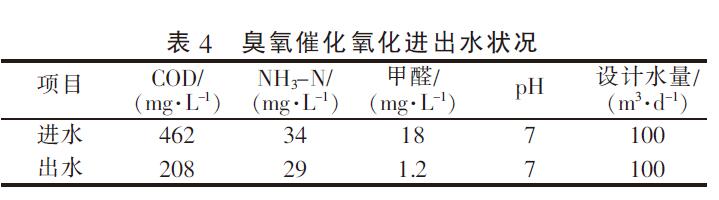
臭氧催化氧化的臭氧利用率达到90%以上,甲醛去除率达到93.3%,很终出水水质可稳定达标。
4 处理效果及成本分析
2019 年5 月新建废水处理站完工并投入使用。该废水处理工程年运行费用为18.6 万元,其中,动力费8.7 万元/a,药剂费7.4 万元/a,人工费1.4 万元/a,固废处置费1.1 万元/a。废水处理系统运行稳定后,出水水质范围: 甲醛0.8~3 mg/L,COD 190~350 mg/L,氨氮20~35 mg/L,pH 7~8,达到接管标准。
5 结论
针对某聚氨酯生产废水的水质特点, 采用石灰法-A2/O-臭氧催化氧化的组合工艺对其进行处理。运行结果表明, 该工艺能够有效去除聚氨酯生产废水中的甲醛、COD 和氨氮等污染物, 处理出水水质稳定,出水中甲醛≤5 mg/L,COD≤500 mg/L,氨氮≤45 mg/L,达到园区接管标准。
参考文献
[1] 黄茂松,贾润萍. 后金融危机下我国聚氨酯弹性体发展之路探讨[J]. 新材料产业,2011(6):7-12.
[2] 郑燕升,莫倩. 高浓度甲醛废水预处理工艺研究[J]. 化学研究,2009,20(2):104-106.
[3] 乔丽丽,乔瑞平,乔杠,等. 含甲醛废水处理技术的研究进展[J].煤化工,2016,44(1):32-35.
———————————
[作者简介] 沈克军(1984— ),在读硕士。E-mail:kejunshen@163.com。
[收稿日期] 2020-11-18(修改稿)


 当前位置:
当前位置: 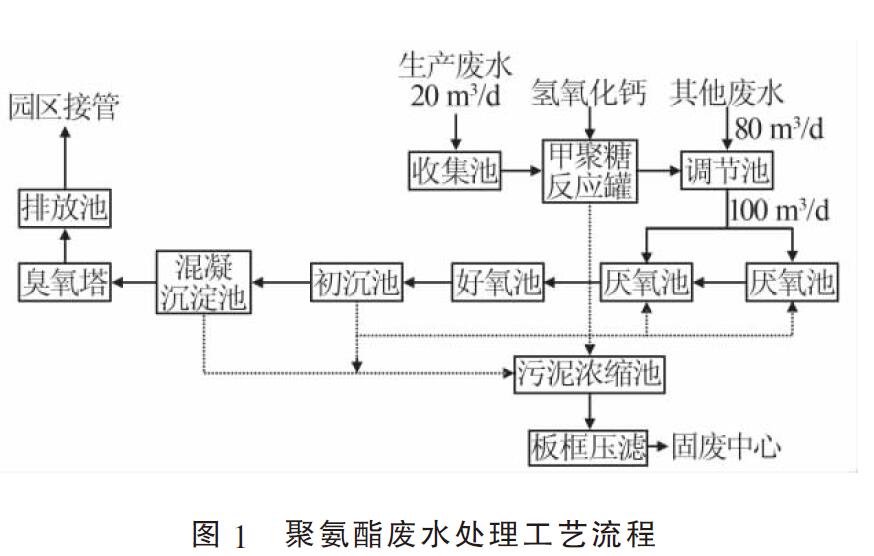
 摘要
摘要 上一篇:
上一篇: 返回列表
返回列表