发布日期:2021-01-27 10:02 浏览次数:
湿式氧化法与超临界水氧化法介绍
在前面文章中介绍了Fenton 氧化技术、臭氧氧化法的原理,臭氧氧化法的发展-非均相臭氧催化氧化和均相臭氧氧化、光催化氧化法、电化学氧化法,本文介绍物理氧化技术。
在 AOPs 中,借助高温、高压、超声波、等离子体等物理作用导致介质性质变化或特殊作用产生自由基,该类技术主要包含湿式氧化法、超临界水氧化法和超声氧化法。其中,由于超声波主要作为传质和氧化的辅助手段而与其他 AOPs 联 合 应 用,如 超 声Fenton 技术、超声电化学技术等,鲜有单独应用,因此主要介绍前 2 种技术。
1、湿式氧化法( WAO)
早期 WAO 主要应用于处理市政污泥、回收造纸黑液中的碱液等。目前,国外已在含氰废水、垃圾渗滤液、煤气化废水等领域出现工业化应用,在我国总体处于试验阶段。
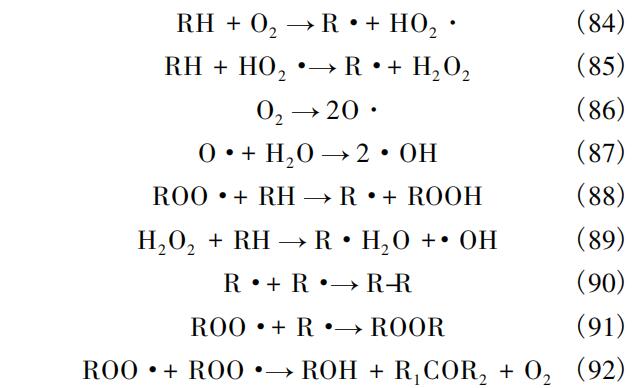
湿式氧化在温度为 150 ~ 320 ℃,压力为 0. 5 ~ 20 MPa下,以 O2 或空气作为氧化剂将有机分子矿化或分解至可生物降解的形态。其过程主要包含氧传质及化学反应,而化学反应过程普遍认为是自由基反应作为主导,分为引发、传递及淬灭阶段。在引发阶段,高温下 O2 和有机分子发生夺氢反应产生 R·和 HO2·; 还有观点认为,O2 在高温高压下分解为O·,与 H2O 反应产生·OH 也是一条重要途径,如式( 84) —( 87) 所示。自由基传递阶段极其复杂,主要降解反应如式( 2) 、( 3) 、( 88) 、( 89) 所示。由于存在自由基之间的淬灭反应,其 主 要 终 止 反 应 如式( 90) —( 92) 所示。
WAO 法主要受温度、压力、氧化剂量、污染物性质及反应时间等影响。高温除了能加快氧化反应速率、降低液体黏度外,当温度超过 150 ℃时,升温反而能增加氧气在水中的溶解度且高于室温下的溶解度,但是过高的温度将带来能耗及经济上的负担,故一般为 150~280 ℃,压力影响氧分压和介质密度,若总压力过小导致氧分压不足,则氧传质将是控制步骤; 此 外,当压力升高时,水密度增大,相当于浓缩污染物,故降解率也有所提高,但对设备、能耗的要求也大大提高。
在应用方面,王健采用 Co /Bi 催化剂湿式催化氧化初始 ρ( TOC) 为 443 mg /L 的垃圾渗滤液,在 220 ℃、1 MPa 氧分压下处理 2 h,TOC 去除率接近70%。马明分别采用湿式氧化及催化湿式氧化技术降解初始 ρ( COD) 为 14 g /L 含油废水,在305 ℃、 14 MPa、H2O2 投 加 量 为 200 mg /L 的 条 件 下 处 理9 min后,COD 降解率达到 81. 5%; 而在 288 ℃、LiOH催化剂投加量为 133 mg /L 的条件下、H2O2 投加量为188 mg /L,处理 7 min 后,COD 降解率升至 大部分。
可见,该技术具有降解效率高、反应时间短、无须特殊氧化剂的优势。多数 WAO 工艺可在水力停留时间为 0. 5~ 1 h 内,将高浓度废水 COD 降解 80%以 上,并改善废水的可生化性。由于采用 O2 作为氧化剂,故对环境友好且廉价易得。但是该技术要求高温高压,且中间产物大都为小分子有机酸,易腐蚀设备,对设备材料要求苛刻,投资费用很高。由于需要高温高压,故该技术仅适用于处理小流量高浓度废水。基于上述问题,发展了湿式过氧氧化技术、催化湿式氧化技术。湿式过氧氧化技术是通过投加氧化电位更高的氧化剂来提高氧化效率,如 H2O2、O3 等。催化湿式氧化技术则是通过投加 Cu2+、Fe2+、Co2+、 CuO、CeO2 等催化剂以降低反应所需的温度及压力。
2、 超临界水氧化法( SCWO)
SCWO 作为 1 种新型的绿色水处理技术,已在处置工业废料、剩余污泥、各类难降解废水上获得突破,而且也出现了多样的工业化集成设备和一些大型公司,如 Modec、Organo 等。
超临界水氧化技术是在温度为 374 ℃、压力为22. 05 MPa 的条件下,利用超临界水的特殊性质,将有机污染物完全矿化,氮、硫等氧化为很高价态的盐。超临界水的特点为低密度( 临界点时密度为0. 3 g /cm3 ) 、低介电常数( 临界点时约为 5,接近非极性) 、低黏度( 低于 3×10-4 Pa·s,高扩散性) ; 低表面张力使气液相界面消失,传质迅速且均匀。SCWO主要是自由基反应过程,其自由基反应与 WAO 相 似,也有观点认为 SCWO 有别于 WAO,因为超临界温度高于部分有机物的燃点而导致氧化燃烧。
在应用方面,蔡毅等在 650 ℃、28 MPa、过氧比为 2 的条件下,处理初始 ρ( COD) 为 128 g /L、ρ( 氰化物) 为 1 g /L 的丙烯腈剧毒废水,降解 3 min 后 COD 和 氰 化 物 几 乎 完 全 去 除。马 承 愚 等 在 400 ℃、26 MPa、过 氧 比 为 2 的 条 件 下,处 理 初 始ρ( COD) 为 22357 mg/L 的垃圾渗滤液,处理 250 s 后 COD 降解率达到 99. 61%。赵保国等在 600 ℃、 25 MPa、过氧条件下处理 ρ( COD) 为 17094 mg /L 的二硝基甲苯废水,降解 2 min 后,COD 降解率 达 到99. 83%。
可见,该技术的优势在于反应速率快、停留时间短、氧化效率极高、无二次污染。一般在 1~10 min 内可将有机物矿化,使重金属氧化固定,矿化率高达99. 大部分。由于降解彻底,排出物无须进一步处理即可填埋,且出水可回用。此外,当有机物含量>2%时,可利用反应热实现热量自补偿而无须外加热量。当 前,阻碍该项技术大规模工业化的问题是盐沉积、设备腐蚀和传热问题。由于超临界水接近非极性,无机盐溶解度小,故进水及反应产生的盐分容易析出,造成堵塞; 可通过对进水脱盐等预处理措施、反应器的结构优化改善盐沉积的问题,如逆流式反应器、离心式反应器、液化固体流化床等。高温高压、高浓度O2、酸性物质、盐分会对反应器造成严重的化学腐蚀,足够强 度 且 耐 腐 蚀 的 材 料 或适宜催化剂是目前SCWO 需要突破的关键点。

截屏,微信识别二维码
打开微信